Yes, even companies who have been utilizing additive manufacturing for more than two decades can face challenges with the third step of the 3D printing process – post-printing. Empire Group, a service bureau specializing in rapid prototyping and industrial design/engineering, has long functioned to bring fast delivery times to its clients. They especially pride themselves on understanding the nuances of each material used within their shop, as well as the best finishing techniques for each, to ensure high product standards.
As veteran users of stereolithography (SLA) 3D printing, Empire Group reaped the benefits of the technology’s accuracy and flexibility. However, the lengthy and tedious resin removal process associated with this workflow soon proved problematic, as it became clear these inefficiencies would escalate into a more critical issue as the workload and number of printers grew. Without an automated solution, the amount of time dedicated to post-printing would only expand as well.
To stay ahead of these looming bottlenecks, Empire Group recently introduced significant time savings to its operation with the incorporation of the only full-stack digital post-printing approach on the market – the PostProcess™ DEMI 800™ Resin Removal solution. The DEMI 800, in combination with PostProcess’s proprietary detergents developed specifically for resin removal, transformed their workflow in a short amount of time. Subsequently, Empire Group was able to leverage shortened post-printing cycle times, refined high-volume production operations, and reallocation of their energy towards more value-added tasks.
View the full case study now to find more out about:
The scalability issues Empire Group was facing with traditional post-printing and how the DEMI 800 achieved an average time savings of 50%.
How these optimizations have improved overall productivity as well as Empire Group’s bottom line.
The details of PostProcess’s patent-pending Submersed Vortex Cavitation (SVC) technology, and how its cutting-edge software intelligence can be revolutionary for additive operations.
Why Think Post-Printing During the Design Phase?
As a whopping 23% of the average part cost for polymer 3D printing is attributed to the post-printing step alone (Source: 2019 Wohler’s Report). It is essential to take every provision possible to keep your post-printing process efficient and cost-effective. If this step doesn’t keep up with the rest of your workflow, it will be nearly impossible to support a sustainable additive manufacturing operation, much less grow your production.
One of the most essential factors in ensuring efficient post-printing is actually at the very first phase of the additive workflow – designing the part. If you’re not mindful of the post-printing step early on in the design phase, it’s very likely you’ll end up having wasted time, material, and resources on an iteration that you’ll have to alter anyways.
By having a more concrete understanding of what sort of processes your 3D printed parts will go through during the post-printing phase, you can incorporate simple design tweaks to ensure your workflow remains as streamlined as possible – therefore limiting the potential for design failures. Though this blog post will specifically discuss four different design tips and tricks for Fused Deposition Modeling (FDM), keep an eye out for upcoming blogs on these same sorts of tips for PolyJet, as well as Resin-based (SLA/DLP/CLIP) additive workflows.
1) Aim for Maximum Fluid Access
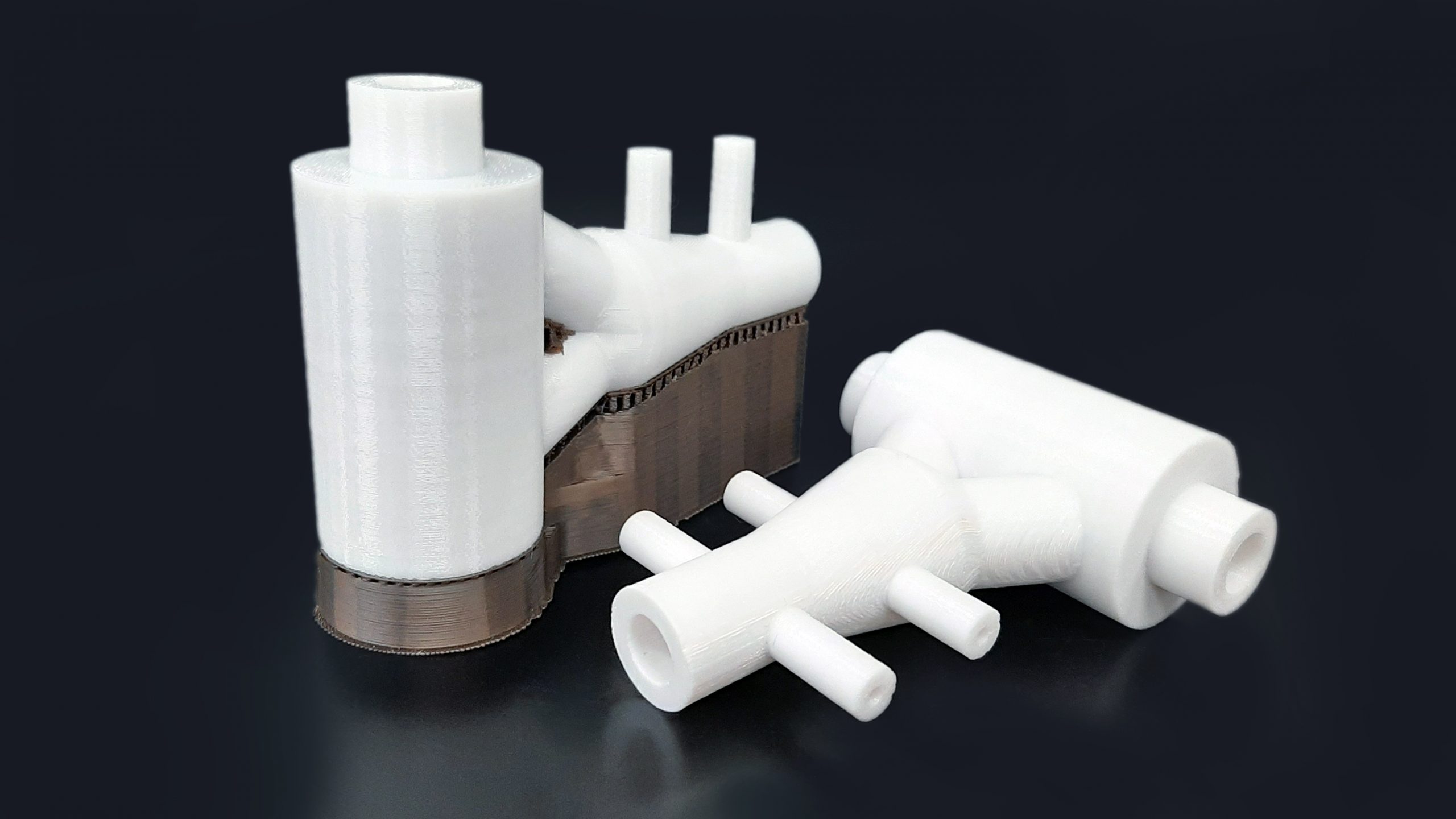
Traditional support removal and surface finishing methods for FDM post-printing typically encompass a significant amount of manual labor or the use of dunk tanks. To reduce the need for hands-on toil and let the detergent, or abrasive media in the case of surface finishing, used in automated solutions do more of the grunt work, you’ll want to design your part with maximized fluid access in mind. Exposing parts to detergents for the least amount of time possible will cut down on drying time, and as a result, help to speed up your entire printing production. To improve detergent flow, you’ll want to avoid incorporating any dead-end channels within your FDM part, and instead, look for logical places to add drain holes and improve detergent flow without compromising the design.
2) Limit Support Material
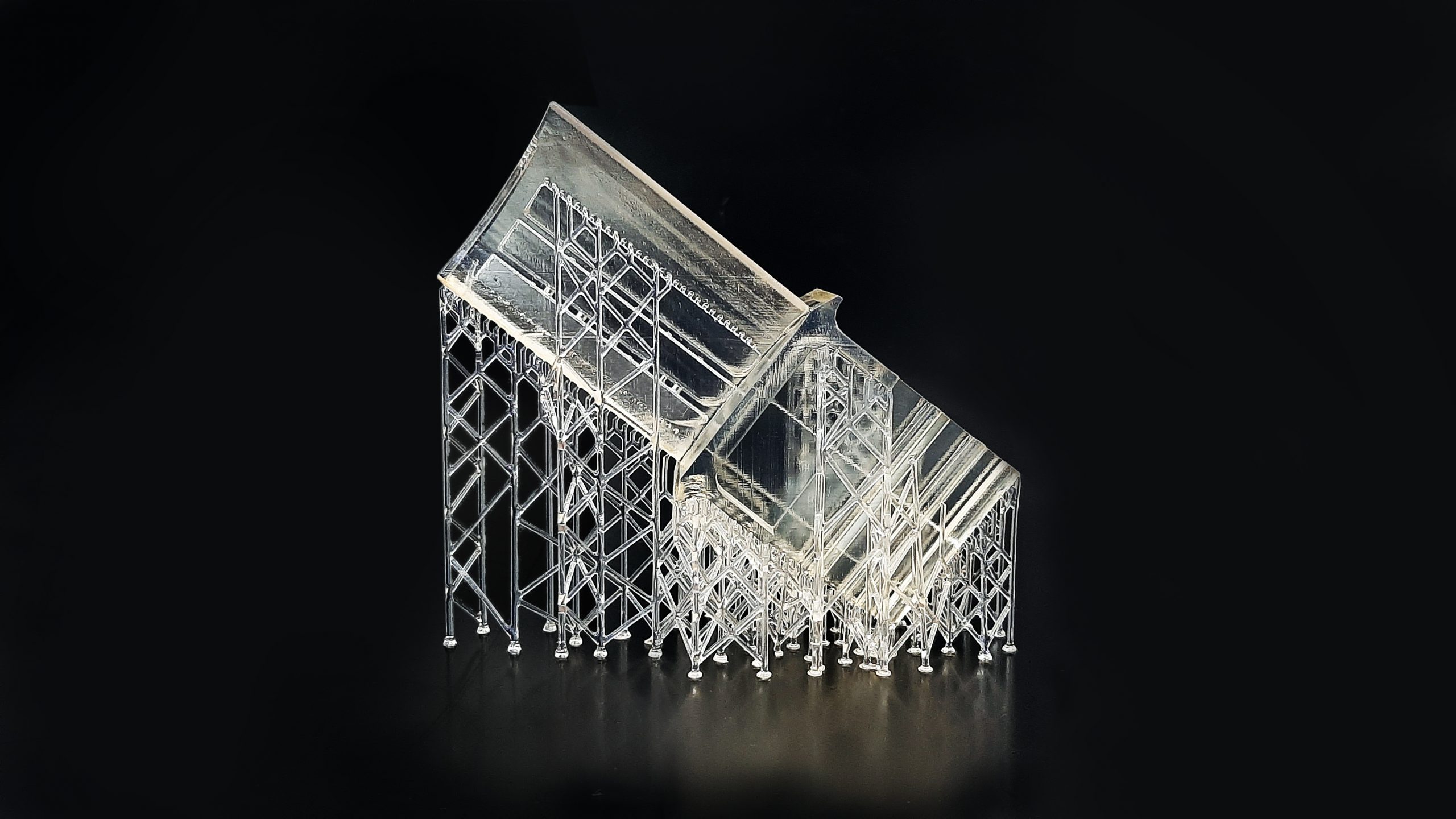
Another hallmark of FDM printing is its ability to complete “sparse builds” as opposed to solid-filled parts. This low-density style of part design is often self-supporting, requiring less support and material usage overall. Part orientation is another facet that directly impacts the amount of structural support needed. Keep in mind that the default parameters on design software often overcompensate with more overhangs than necessary. Specifically, limiting the number of overhangs within a part will notably reduce the amount of support material required.
3) Use The Build Envelope to Your Advantage
With FDM printing, you can also use the height of the build envelope to your advantage by stacking parts. Stacking parts will help to simplify post-printing down the line as build material from the other parts will act as support casings, therefore minimizing the need for excess supports.
4) Don’t Forget About Surface Finishing!
When it comes to optimizing an FDM part particularly for surface finishing, many of the same recommendations regarding support removal apply. Much like you’d design a part to have optimal fluid access, ensuring that circulating abrasive media has maximum contact with the part helps to guarantee a uniform finish. “Filleting”, or rounding internal corners, is a simple way to allow for better media contact. Similarly, printing surfaces perpendicular to the build plate, as opposed to parallel, will initially create a much smoother finish, allowing a part requiring a low Roughness Average (Ra) to be more achievable. Areas printed parallel to the build plate, known as the surface’s “rasters” or “upskin”, tend to have much rougher surfaces, so it’s best to try and keep these as small as possible. Finally, taking care to limit part angles to 45 degrees or less will optimize surface finishing, as angles greater than this can be quite difficult to smooth, even with an additional surface finishing step.
Like most things in life, becoming adept at designing for post-printing and additive manufacturing in general simply takes time and practice. The more time you dedicate towards experimental printing, the more you will understand the nuances of your FDM printer, and the better you can optimize part builds. As the first to innovate automated post-printing solutions tailored specifically to FDM printing, PostProcess Technologies has an array of resources to help you unearth the tribal knowledge within the 3D printing industry, including white papers. Explore our product offerings to learn how our proprietary intelligent post-printing solutions are critical to further post-printing optimization, improve additive workflow efficiencies, and save on time, labor, and energy.
In the midst of COVID-19, organizations are prioritizing mitigating risk, cost-effectiveness, and automation in general. As the world continues to place a progressively greater emphasis on efficiency, it’s safe to assume that many of these initiatives are here to stay. Compared to traditional methods like subtractive manufacturing, additive manufacturing excels in efficiency, enabling fast lead times, and more.
That’s not to say this is always a seamless process, however. Even additive leaders like Protolabs have experienced bottlenecks and inefficiencies during the final stage of additive workflows – the post-printing step. Previously notorious as a labor-intensive job requiring hours of picking, sanding, or soaking, post-printing is now able to be digitized for the first time ever, with the help of PostProcess Technologies. Our automated post-printing solution deploys a proprietary blend of software, hardware, and chemistry to revolutionize the post-printing step and streamline additive workflows as the industry currently knows them.
Particularly in the case of Protolabs, the PostProcess™ DEMI 800™ solution was able to reduce manual labor time spent post-printing their PolyJet parts by as much as 50%. These time savings allow Protolabs to focus on more value-added tasks and helped the company accelerate their speed to market. Our recent Guest Blog Post with Protolabs goes into much more detail on this case study in particular – read it now to learn more about:
– The value in fully digitized workflows and the role of additive in “lights out” manufacturing.
– Details about our post-printing technology and the benefits it can unlock.
– Protolabs’ own experience with implementing an automated PostProcess solution into their workflow.
As one of the trendiest sectors of manufacturing, 3D printing has made some major strides over the last couple of decades, especially when it comes to enabling Industry 4.0. However, a fully digitized additive workflow cannot be achieved without one key component – an automated post-printing solution. To gain some perspective on the past, present, and future of additive, as well as the value of automated post-printing, we sat down with our West Coast Territory Business Development Manager Stephanie Barberree, who has been in the additive industry virtually her entire career.
You’ve worked across a variety of different realms within the additive manufacturing industry. Could you tell us a little bit about your background in additive, and touch on the biggest ways you’ve seen the industry develop over the years?
I began my career in additive manufacturing at a service bureau based in Southern California and stayed there for a number of years. Eventually, I followed one of my coworkers who left the company to begin his own service bureau, where I worked even after it was sold to a large print manufacturer. Once that acquisition happened, I leapt to printer sales before eventually joining the PostProcess team. I came into this company with experience in parts and in selling printers themselves, and now I’m on the post-processing side of things.
As an additive manufacturing veteran who is now an employee of PostProcess Technologies, we can assume you saw clear value in automating post-printing. Can you speak to this a bit more?
When I was at a service bureau, I’d witness technicians spending hours upon hours cleaning parts, such as withSLA (Stereolithography). It was very messy, very time consuming and extremely expensive for the company since we were shipping parts out on a daily basis. Unfortunately, there weren’t really any alternatives available back then like what PostProcess offers today.
On the other hand, when I was selling printers, I saw so many of my customers struggle with post-process bottlenecks – one of the main issues that PostProcess works to alleviate. These bottlenecks could really negatively impact engineers’ workflows and general productivity. No matter how fast they moved, it seemed that parts would just pile up waiting to be cleaned. Breakage was also a big issue, as every broken part requires the printing cycle to be restarted once again. Since PostProcess’s technology is designed specifically for additive parts and offers intuitive software settings, they add a lot of value when it comes to breakage mitigation.
Can you give me an example of a situation in which you saw software-based post-printing solutions really revolutionized or dramatically improved an additive workflow?
Service bureaus are probably the place where I’ve seen our solutions make the most tremendous impact. By freeing up manual labor and thereby allowing technicians to spend time on more valuable tasks, oursupport removal andsurface finishing solutions effectively help to streamline and automate workflows.
I’d say that another major benefit to our solutions is that they are able to work with a variety of materials, making them ideal for large labs that utilize 5 or 6 different types of additive solutions. Generally, our automated post-printing technology enables service bureaus and manufacturers alike to boost throughput and significantly reduce lead times.
In what areas do you see additive manufacturing making the most impact over the next 10-20 years? How does post-printing play a role?
As the benefits of additive manufacturing become increasingly clear, I’ve noticed a movement away from traditional subtractive manufacturing, and a larger push towards additive.
The field where I’m seeing additive make the most significant impact would have to be medical. By utilizing additive, medical companies don’t have to deal with the frustrating lead times (often 8-10 weeks’ worth) that come along with thermoforming or injection molding. Additive, when equipped with automated post-processing, simply allows products to get to market so much faster than any traditional manufacturing technologies. Speed and quick implementation of product improvement is everything when you’re dealing with the medical industry, and at the end of the day, saving lives. The improved production speed that automated post-printing enables is essential here.
Taking all of your experience into account, what advice do you have for a company just starting out in additive?
My number one piece of advice is simply to do your homework. There are so many different types of products on the market, and you need to ensure that you choose the one that will fit best into your workflow. Don’t rely on what someone else tells you – sample an array of different technologies and materials. Also, set clear expectations upfront on what you expect your 3D printer to do in order to avoid surprises.
Having been in the product development world since 1989, Sweden-based industrial product design company Splitvision has always kept its finger on the pulse of what’s new in the design and manufacturing world. This is what eventually led them towards the adoption of additive manufacturing, specifically digital light processing (DLP).
Similar to continuous liquid interface production (CLIP) and stereolithography (SLA) printing techniques, DLP is a resin-based form of additive manufacturing that has a notoriously messy and cumbersome post-printing process associated with it. Traditionally, tools like handheld squeeze bottles, brushes, and dunk tanks have been used to finish resin-based parts – resulting in long cycle times, inconsistent finishings, and exorbitant amounts of manual labor. Meanwhile, the chemicals themselves commonly used for resin removal (e.g. isopropyl alcohol [IPA]) are known for their flammability and the danger that they typically introduce to workplace environments.
Splitvision benefitted from DLP printing in terms of improved fine feature details and mechanical properties, as well as Thermoplastic Elastomer-like performance on soft parts. However, along with other bottleneck issues, they particularly struggled to fully clean the many crevices and narrow interior tunnels of products like their design casings.
Upon implementing the PostProcess solution in January 2020, Splitvision did not just find an automated resin removal solution, but they discovered a superior chemistry alternative to IPA, as well. PostProcess’s proprietary, software-controlled Submersed Vortex Cavitation (SVC) technology uses ultrasonic cleaning, agitation, and controlled temperature to effectively and consistently remove uncured resin from parts. Plus, the technology was developed to be used in conjunction with PostProcess’s chemistries specifically made for additive materials.
Explore our new Case Study with Splitvision to learn more about how the elements of our automated post-printing solutions can revolutionize additive workflows and improve working environments. The case study will touch upon:
The benefits surrounding Splitvision’s implementation of an additive workflow.
The commonplace post-printing bottlenecks that arose in Splitvision’s additive manufacturing process.
The various time and cost savings that PostProcess’s SVC and chemistry solutions enabled for Splitvision.
Working in tandem with our proprietary hardware and software, our unique chemistry formulations play a critical role in all of our automated post-printing solutions. We recently sat down with our in-house PhD chemist to talk through our newest chemistry solution for resin removal for SLA, DLP, and CLIP print technologies.
Could you begin by giving us an overview of the challenges in the 3D printing resin removal from the chemistry perspective?
The thing that makes resin removal so tricky is that you are dealing with especially fine chemical differences between the build material itself, and the actual resin that needs to be removed. To successfully clean a part, you need to find the best solution to target the non-polymerized oligomers of the resin, but not the polymer itself.
Why does chemistry specifically play such a critical role in the process of removing resins from 3D printed parts (perhaps even more so than support removal)?
Support removal, while it does typically utilize chemistry, is a lot more reliant on ultrasonics and pressure to physically remove support materials. That’s probably the largest difference between cleaning resin parts and removing soluble support materials. Take SLA post-printing for example. Because it is a single vat printing technology, both the structure and build are made out of the same material. For this reason, effective chemistry is crucial, as resin must be pulled from the surface of both the build, as well as any supporting structures. To avoid the need for constant washing, chemistry for resin removal submersion must be extremely effective on its own. That’s what we set out to create at PostProcess.
What were the goals that PostProcess had in mind when formulating a novel chemistry solution for the resin removal process?
Our main goal has always been to create user-friendly resin removal chemistry that works longer and faster than comparable options on the market. I’m proud to say that we’ve achieved some really significant improvements in efficiencies compared to isopropyl alcohol (IPA) and tripropylene glycol methyl ether (TPM), the two main alternatives for resin removal.
In addition to being more effective, we’ve also managed to make the PostProcess solution a lot less hazardous, and less flammable, than IPA. At the end of the day that’s what it’s all about – enabling a safer work environment for the individuals working around these materials.
How do the benefits of PostProcess’ resin removal chemistry, in combination with its software and hardware system, enable a more streamlined additive workflow?
Every part of this automated process was designed to work together – the entire streamlined system means you can avoid compatibility issues that you might have with a 3rd party detergent or machine. We’ve developed smart hardware with software-enabled safeguards, which means they’ll shut themselves down before they even reach the point of potential flammability hazards. Because PostProcess is the only solution on the market implementing all three pillars of software, hardware, and chemistry together, our solutions have shown really impressive results that are pretty incomparable to competitors.
Actually,our recent white paperfound that our solutions removed 4.2x more resin than IPA, and 1.8x more resin than TPM, all in notably faster cycle times. As a general rule of thumb, the less time that a finished part spends submerged, the better, as this lowers the risk of surface chemistry effects.
Because of the hydrophilic nature of resins, it’s also common to see swelling in finished parts during submersion as they absorb water. Unlike most IPA solutions, the PostProcess detergent does not contain any water, so we don’t see a lot of the swelling that occurs with the use of other chemistries. That’s definitely been a benefit that we’ve noticed as well.
Chemicals used in post-printing can be notoriously harsh in regard to health, safety, and environmental considerations. How does PostProcess’ resin removal chemistry enable a safer working environment?
As I mentioned before, the safety improvements and minimization of waste handling that our resin removal solution enables is really our crowning achievement. Resins used in additive manufacturing tend to be very toxic. This can make for a very hazardous workplace and means that liquid waste needs to be sent out for proper disposal. Not only is the disposal process costly, but unloading and reloading machines creates a lot of downtime, and is one of the most notorious times for chemical spills to happen. Thanks to its ability to be distilled, our detergent can vastly extend the lifetime of an individual unit of chemistry, therefore minimizing overall waste, downtime, disposal costs, and spillage risk.
Lastly, if you’ve ever been in a room with an IPA dip tank, you can testify that it’s intense. The vapors are strong, and while it may not be outright toxic, it’s uncomfortable and irritating at the very least. We engineered our resin removal solution to be much less obtrusive on the system, and more enjoyable to work around.
As additive manufacturing (AM) for the dental industry is predicted to scale into a $9 billion dollar market within just the next eight years, it is becoming increasingly imperative for those in the dental AM sector to eliminate bottlenecks from their additive workflows. While 3D printing has a myriad of benefits for industries like consumer products, automotive, and aerospace, AM’s ability to rapidly adapt to manufacturing custom designs with optimal accuracy gives it a special leg up when it comes to printing medical and dental applications.
Because dental and orthodontic appliances are manufactured on a case-by-case basis, no two designs are the same. While antiquated subtractive manufacturing methods are strategic for the high-volume production of a single design, these techniques, like milling for example, are not especially conducive to the variability in design common within dental applications.
Not only are products like dental aligners, retainers, dentures, custom implants, crowns, and similar products unique as they are retrofitted to an individual’s mouth, but even when these parts are created via AM, the many intricate crevices that make up each piece can be troublesome to surface finish and, if printed with powder, remove excess powder from. When these processes are not done completely and accurately, both comfort and function for the patient are sacrificed. As a result, It is imperative that dental aligners and similar custom products have a completely smooth exterior, which is only achievable through surface finishing.
While the implementation of AM for dental/orthodontic appliance development can unlock significant time and cost savings compared to subtractive manufacturing techniques, it’s not uncommon for bottlenecks to obstruct efficiencies and cause issues within the post-printing step of additive workflows. Without an automated post-printing solution, technicians may waste a significant amount of time manually surface finishing parts, while still not achieving the ideal roughness averages. Implementing manual labor in this process reduces efficiencies, and can even slow down lead times.
Even as a 10+ year veteran of additive manufacturing implementation, Great Lakes Dental, one of the nation’s largest orthodontic labs, was facing many of these challenges in their post-print stage. As PolyJet, DLP, and SLS 3D printing users, Great Lakes Dental sought not one, but two efficient post-printing techniques specifically for their SLS print technology workflow – powder removal and surface finishing. Our latest case study delves into the ways that PostProcess Technologies™ RADOR™ surface finishing solution was able to mitigate the post-printing challenges that Great Lakes Dental faced while streamlining their additive workflow, and reducing manual labor and cycle times.
To unlock these efficiencies for Great Lakes Dental, the RADOR utilizes:
A proprietary blend of software intelligence, hardware, and advanced vibratory technology to dually remove powder from and burnish printed parts.
PostProcess’s Suspended Rotational Force (SRF) technology to ensure parts receive equal exposure to finishing hardware.
Media specifically chosen to meet the needs of print materials, product shapes, and finishing requirements of Great Lakes Dental.
Read through our Case Study with Great Lakes Dental to learn more about how our proprietary automated post-printing solution can unlock efficiencies for the ever-growing dental industry.
Thanks to its reliability, versatility, and affordability, Fused Deposition Modeling (FDM) has long stood its ground as one of the most popular 3D print technologies on the market. FDM allows for a wide range of practical material options, as additives and pigmentation can easily be combined with the raw polymer prior to extrusion. To simplify the post-printing support removal process, this technique often utilizes soluble support materials.
While the benefits of FDM are often leveraged to generate fixtures and tooling, enable rapid prototyping, and test form, fit, and function for end-use, its cost-effectiveness can be limited by bottlenecks. Most often, these bottlenecks occur in the third and final step of the additive workflow: post-printing. The current industry-accepted support removal method for FDM is by way of submersion tanks, which carry a variety of limitations.
Searching for a Solution: An FDM Success Story
Like many, a manufacturer who came to PostProcess was relying on submersion tanks to finish their complex FDM part and was saddled with especially lengthy cycle times. Because it is difficult for submersion tanks to consistently reach all of the internal support structures of complex FDM geometries, results can be inconsistent. They frequently had to employ manual labor to finish the job.
Not only is this time consuming, but for this user, it was costly; especially considering that technician time could be better spent on more value-added tasks. The excessive amount of time spent cleaning parts after submersion often prevented this user from achieving their ultimate post-processing goals, or properly engaging with their customer base.
As a high-volume operation, they found the patent-pending PostProcess BASE™ solution to be best suited to their specific support removal needs. Software-driven post-printing would be instrumental in alleviating these issues to unlock the potential of their additive workflow.
Defining ROI: Our 4-Step Process
Before we delve into more of the exact savings that the BASE solution offered, let’s take a look at the considerations we take into account when calculating our ROIs. We begin by ensuring that we fully understanding a user’s current operation, including total print costs, and what portion of these costs are due to post-printing. This includes numbers like labor costs, the time spent processing each part, and the percentage of parts that come out warped or damaged. These numbers are then compared to what post-printing costs would look like with the implementation of a PostProcess solution. The result is an ROI unique to each specific operation.
The ROI Results
In this particular case, the user was processing approximately 36 parts daily. Based on the size of their parts, our BASE solution was able to fit 6 parts per cycle and decrease their cycle times by 85%. These shortened cycle times resulted in an average decrease of 2.75 hours in technician time per cycle. That frees up more than 25% of a standard workday! This resulted in a weekly saving of 14 technician hours saved per week.
With a labor rate of $40 per hour, these time savings enabled monetary savings of $26.08 per part, and $4,817 per week. Overall, our solutions unlocked a 19-week ROI. This operation has immensely benefited from implementing the BASE into their value stream. The solution’s data-driven platform stores settings to be reused at the operator’s convenience, so technicians have the ability to simply ‘press play and walk away.’ This takes focus away from support removal, and instead direct it towards more important production goals.
How it Works
Now that we’ve run through the real-life quantitative results that PostProcess solutions can achieve, let’s explore the technology behind these results and the full set of benefits it can offer.
At the heart of the BASE and its smaller counterpart, the PostProcess DECI™ solution, is our patent-pending Volumetric Velocity Dispersion (VVD) technology. VVD employs our exclusive AUTOMAT3D™ software control to monitor energy through a network of high volume jet streams. This results in a low-pressure sweeping agitation enabling unique mechanical and chemical rates of removal, with a proprietary detergent designed especially for FDM.
Rapid Support Removal
VVD’s constant support removal action allows it to achieve the fastest cycle times in the industry. Additional concentrated flex nozzles work to dissolve support material in very hard to reach internal geometries and rush it away quickly.
Reduced Dry Times
Minimized exposure to chemistry reduces absorption, leading to faster dry times.
Consistent Results
Our technology enables a predictable workflow for users with the ability to bundle key parameters into ‘recipes’ that ensure consistent processing. Sensor monitoring is also employed to guarantee that energy sources stay within optimal ranges.
Damage Mitigation
Low-pressure agitation, refined temperature control, and limited exposure time combined with auto-dosed chemistry minimize the risk of warping fragile geometries.
Designed to overcome the bottlenecks associated with traditional submersion tanks, PostProcess’s full-stack solution combines proprietary software, hardware, and chemistry to streamline FDM workflows. Across 3 separate material types, VVD shows a 73% average decrease in cycle time compared with a standard tank solution. Digitizing your additive workflow with a software-driven solution can have a revolutionary impact on your throughputs and operating efficiencies, just like it did for this user.
Questions about automating your additive workflow through the post-printing step? We have answers. In our new 5 Questions with an Expert series, we sat down with one of our most seasoned Senior Application Engineers, Nick Cudzilo. Read on for some practical advice and real observations through years of experience implementing our software-driven solutions across a range of business types and print technologies.
From your personal interactions while working with additive manufacturing operators, what are some of the most significant benefits that customers have expressed they’ve gained from AM overall?
There are so many benefits, and those, of course, can differ based on industry and application. Additive manufacturing really enables the ability to mass customize parts, with the medical industry probably being the most applicable example. Think about fitting a patient with a prosthetic or designing an implant or dental arch. With additive, we have the ability to customize these really specific parts on a mass scale. Especially in medical applications when it’s about saving and improving lives, that’s a complete game-changer. By eliminating the need for one-off molds and reducing the complexity of supply chains, you’re getting a custom product turned around very quickly and at a much lower cost.
Compared to traditional manufacturing, additive also provides increased accessibility to automation, which directly results in cost savings. Plus, 3D printing is pretty seamless to implement, so it allows companies to enjoy a bit more control over their inventory by moving outsourced manufacturing to an in-house function. Those benefits especially come into play when you’re talking about rapid prototyping for sectors like consumer goods and even aerospace.
On the flip side, what are some things that customers have said they wished that they had known about before implementing an additive process?
I talk to a lot of customers within the 3D printing realm, and more than anything, I’ve heard people say that they wish they knew how much manual labor is still involved in the post-printing step of additive manufacturing. 3D printer OEMs are great at describing the benefits of 3D printing itself, but don’t always disclose the manual work that is involved in the rest of the process. We often refer to that post-print bottleneck as the “black sheep” or “dirty little secret” of the additive workflow – and that’s exactly the area where the software-driven solutions that we supply at PostProcess are able to help.
Before installing our automated post-printing solutions, what are some of the most common complaints you’ve heard about manual or more traditional post-printing processes?
Right off the bat, I can say that the manual labor is the number one complaint, as well as the time and cost associated with it. Once a company has implemented our solutions, they are able to significantly reduce manual labor and redirect skilled labor to more valuable tasks.
The harsh chemicals necessary for more traditional support removal methods are also problematic. The sheer volume of chemicals needed for large submersion tanks is pretty immense. Not only does this create an additional cost factor for a lot of businesses, but it can make waste disposal tricky as well. The exclusive technology in our machines utilizes our chemistry more efficiently, increasing the longevity of detergents. This is better for both businesses and the environment.
That brings us to the other common issue – workplace environments. Traditional surface finishing and support removal creates a lot of potentially toxic residue, like metal and nylon powders. I’ve seen a lot of labs totally covered in plastic dust from hand-sanding and workers having to go to extensive lengths to protect themselves from harsh chemicals. One of the most rewarding things about bringing our post-printing solutions into workplaces is getting to help people enjoy healthier working environments.
Can you give me an example of a case where our post-printing solutions really revolutionized or dramatically improved an additive workflow?
I’d say that 3D printing service bureaus are where I’ve noticed the greatest impact. These companies are printing all day, every day, and are expected to deliver virtually perfect, finished products back to the end-user. Service bureau employees are constantly exposed to harsh chemicals and work in particularly harsh environments.
The solutions that we offer to these organizations provide the ability to automate their process, enabling not only a complete digital thread but the ability to significantly scale their manufacturing, too. To come back to the wording of your question, in order to revolutionize a workflow, you can’t just scale up one portion and expect a change. You need to scale the entire process – including your post-printing workflow.
What advice would you give to someone looking to implement additive manufacturing for the first time?
The piece of advice that immediately comes to mind is to talk to more than one person before you make a purchase. Specifically, talk to someone other than just the person who is selling you the 3D printer. Ensure that you’ve spoken with people who know about the full process both on the software and design side, but primarily on the post-print side. Most people are unaware of the scale of what it takes to run an effective post-printing operation, so talking to an expert (like someone from PostProcess) will help you fully understand the requirements around post-printing.
Today’s environment is requiring companies to take a good hard look at how they can achieve cost and time savings as well as shorten and de-risk their supply chains. When it comes to additive manufacturing, automating the post-print step is possibly the best place to start.
As social distancing and remote work quickly become the new normal throughout most of the world, the downsides of relying on manual labor are at the forefront. It’s very like that you are evaluating your manufacturing strategy in the midst of COVID-19, as social distancing efforts can, unfortunately, be more negatively impactful to companies reliant on manual labor.
With all of the precariousness currently being posed by reduced workforces, the topic of conversation as of late is how certain manufacturing strategies can take hands-on labor out of the equation. That’s where automated 3D post-printing solutions come in.
The Shortcomings of Manual Labor
Even when operations are running normally, there are some key considerations of using manual labor for tasks like manufacturing or finishing parts. By the time that management, benefits, and fair salaries are taken into account, it’s obvious that maintaining a manual workforce is an expensive and time-consuming endeavor. Compared to automated alternatives, room for inconsistencies and human error abound with manual labor. Regardless of training and expertise, it’s virtually impossible for two people to perform the same task in the exact same manner. As a result, variability in output is always a risk factor. Software-driven automation in manufacturing counters this in exactness and high efficiencies, as automated workflows are renowned for consistency and increased throughput.
While at this time you may be working to reduce individuals from your operation, in more normal circumstances, automation can quite directly enable a manual workforce to be more efficient. This is particularly relevant when it comes to finishing 3D printed parts. Usually, this is an intensive job that involves hours of soaking, picking, or sanding. In place of spending time on these laborious tasks, workers can instead devote their working hours to more value-adding duties. Two recent Case Studies on SLA and DLP Resin Removal outline this exact scenario for US-based Empire Group and Swedish design firm Splitvision.
To cite another real-life example, we recently held a Q&A session with The Toro Company which has implemented the automated BASE Support Removal solution for FDM. Support removal was previously the company’s largest contributor to workflow bottlenecks, as it accounted for 25% of each part’s cost and took twice the length of the 3D printing build time. Product Development Lab Supervisor Rob McArdell noted that the software-driven BASE solution has enabled ~90% decreases in both post-print process times and operator labor.
McArdell said, “With the BASE’s software control over temperature, pressure, agitation, and duration, our additive technician no longer needs to give much thought to support removal…He just pushes the right number for the correlating program, presses ‘start’, and walks away.” Automated post-printing has enabled Toro to drive bottom-line growth by allocating time to more valuable tasks and achieve timelines and projects that would’ve never before been feasible. To learn about the technology behind these dramatic results, check out this Automated FDM Support Removal White Paper or watch the Q&A Webinar Presentation with The Toro Company that was previously recorded.
The Risks of Outsourcing Labor
The idea of outsourcing additive manufactured parts to be finished at a sub-contractor is an alternative, but consideration of the risks associated with this tactic is a prudent step.
Outsourcing labor always falls short compared to the total process control enabled by in-house. By pinning one’s faith in a subcontractor, you’re resigning all quality control and risk management that you would otherwise have a say in. Additionally, every sub-contracting project, no matter how big or small, carries immense legal liability that can only be mitigated with an effective subcontractor agreement. If these legal doctrines are not iron-clad, they can pose immense opportunities for loopholes and excessive charges. Any change order or request outside of the Scope of Work carries the potential for delays, significant cost increases, and in the worst-case scenarios, lawsuits.
Even with an all-encompassing agreement, the cost and efficiency of subcontracting still play a negative factor compared to completing work in-house. Subcontracting is often unnecessarily costly, and excess time for things like shipping and back-and-forth communication must be allotted for.
Enabling Lights Out Manufacturing with Additive
While the “print” step of 3D printing is automated in nature, without technology like PostProcess’ software-driven solutions, post-printing can still be heavily reliant on manual labor. And as shown in our 2020 Annual Additive Post-Printing Trends Report, the use of manual labor is a growing concern for the industry across the board. A fully digitized additive manufacturing workflow enables a true lights-out operation, keeping costs low, efficiencies high, and production going 24/7. If fully automating is not possible right now, there are still steps you can take to make progress towards that goal.
Bringing automated solutions into your manufacturing process will enable you to be more self-reliant in future supply chain disruptions as well. While it’s not often that we undergo a worldwide quarantine, supply chains, especially those that span internationally, are much more susceptible to disruptions. Digitized additive manufacturing workflows, while especially crucial to implement now, will never stop being advantageous.
 Yes, even companies who have been utilizing additive manufacturing for more than two decades can face challenges with the third step of the 3D printing process – post-printing. Empire Group, a service bureau specializing in rapid prototyping and industrial design/engineering, has long functioned to bring fast delivery times to its clients. They especially pride themselves on understanding the nuances of each material used within their shop, as well as the best finishing techniques for each, to ensure high product standards.
Yes, even companies who have been utilizing additive manufacturing for more than two decades can face challenges with the third step of the 3D printing process – post-printing. Empire Group, a service bureau specializing in rapid prototyping and industrial design/engineering, has long functioned to bring fast delivery times to its clients. They especially pride themselves on understanding the nuances of each material used within their shop, as well as the best finishing techniques for each, to ensure high product standards.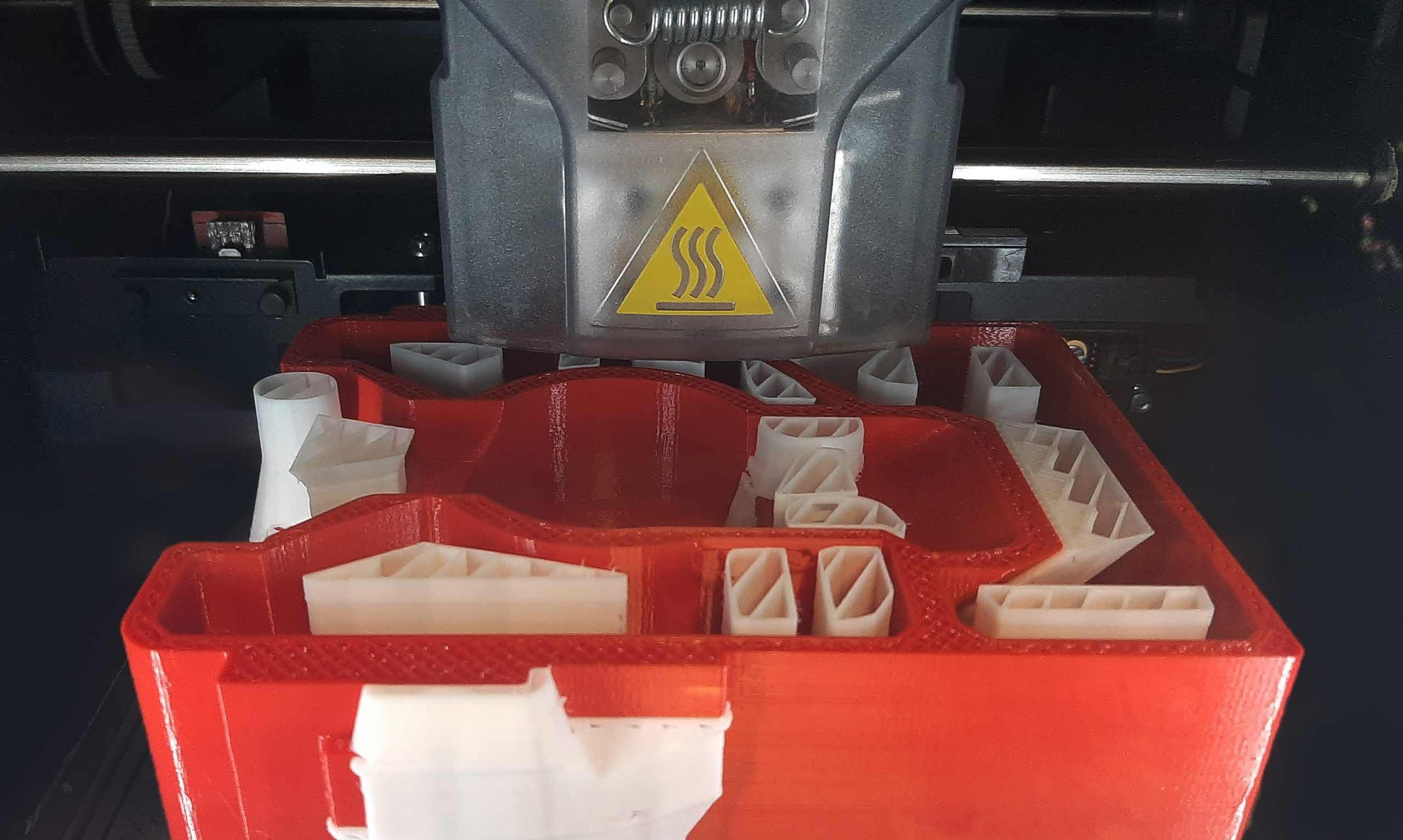 Why Think Post-Printing During the Design Phase?
Why Think Post-Printing During the Design Phase? 3) Use The Build Envelope to Your Advantage
3) Use The Build Envelope to Your Advantage In the midst of COVID-19, organizations are prioritizing mitigating risk, cost-effectiveness, and automation in general. As the world continues to place a progressively greater emphasis on efficiency, it’s safe to assume that many of these initiatives are here to stay. Compared to traditional methods like subtractive manufacturing, additive manufacturing excels in efficiency, enabling fast lead times, and more.
In the midst of COVID-19, organizations are prioritizing mitigating risk, cost-effectiveness, and automation in general. As the world continues to place a progressively greater emphasis on efficiency, it’s safe to assume that many of these initiatives are here to stay. Compared to traditional methods like subtractive manufacturing, additive manufacturing excels in efficiency, enabling fast lead times, and more. As one of the trendiest sectors of manufacturing, 3D printing has made some major strides over the last couple of decades, especially when it comes to enabling Industry 4.0. However, a fully digitized additive workflow cannot be achieved without one key component – an automated post-printing solution. To gain some perspective on the past, present, and future of additive, as well as the value of automated post-printing, we sat down with our West Coast Territory Business Development Manager Stephanie Barberree, who has been in the additive industry virtually her entire career.
As one of the trendiest sectors of manufacturing, 3D printing has made some major strides over the last couple of decades, especially when it comes to enabling Industry 4.0. However, a fully digitized additive workflow cannot be achieved without one key component – an automated post-printing solution. To gain some perspective on the past, present, and future of additive, as well as the value of automated post-printing, we sat down with our West Coast Territory Business Development Manager Stephanie Barberree, who has been in the additive industry virtually her entire career.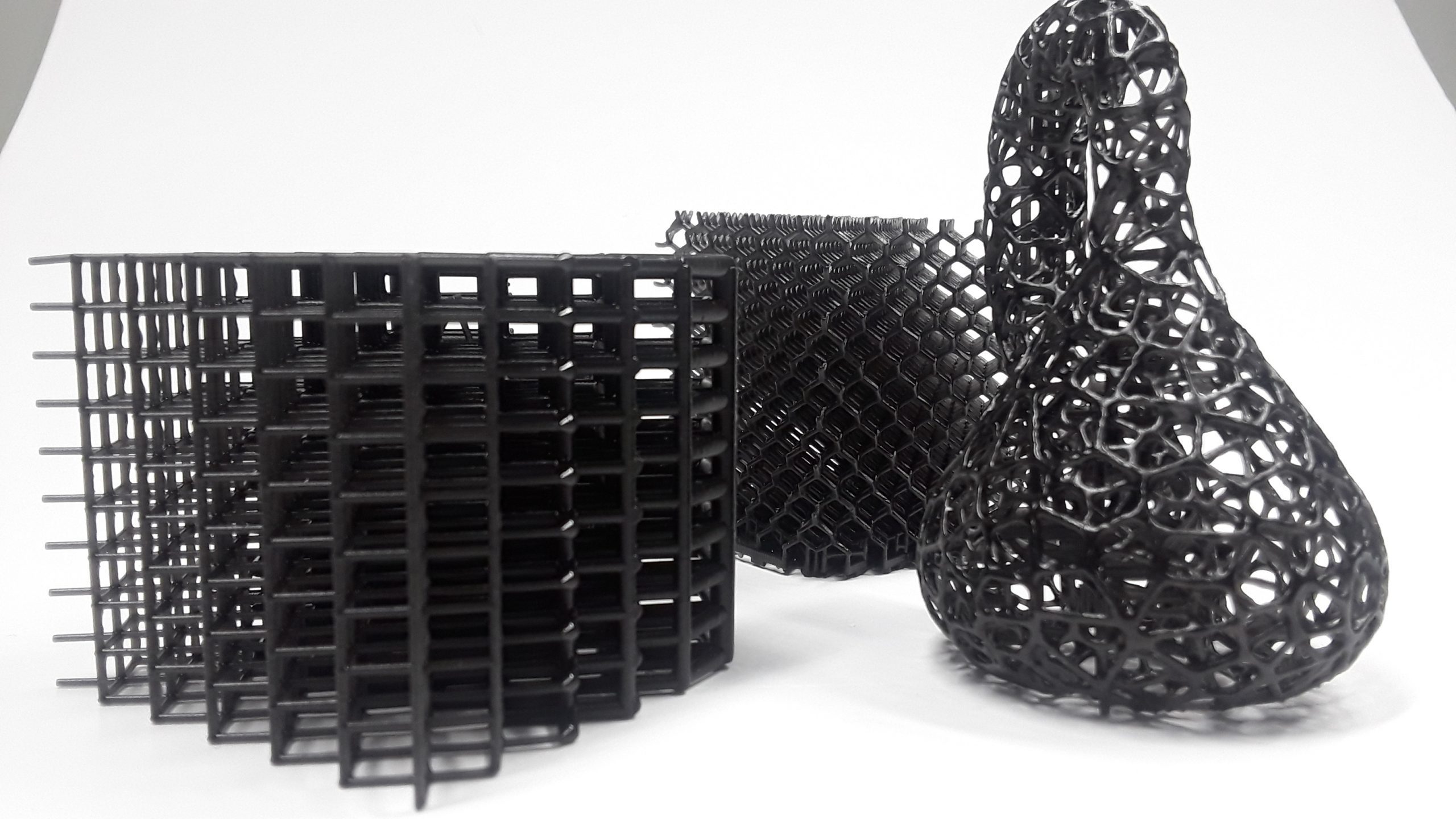 Having been in the product development world since 1989, Sweden-based industrial product design company Splitvision has always kept its finger on the pulse of what’s new in the design and manufacturing world. This is what eventually led them towards the adoption of additive manufacturing, specifically digital light processing (DLP).
Having been in the product development world since 1989, Sweden-based industrial product design company Splitvision has always kept its finger on the pulse of what’s new in the design and manufacturing world. This is what eventually led them towards the adoption of additive manufacturing, specifically digital light processing (DLP). Working in tandem with our proprietary hardware and software, our unique chemistry formulations play a critical role in all of our automated post-printing solutions. We recently sat down with our in-house PhD chemist to talk through our newest chemistry solution for resin removal for SLA, DLP, and CLIP print technologies.
Working in tandem with our proprietary hardware and software, our unique chemistry formulations play a critical role in all of our automated post-printing solutions. We recently sat down with our in-house PhD chemist to talk through our newest chemistry solution for resin removal for SLA, DLP, and CLIP print technologies. Every part of this automated process was designed to work together – the entire streamlined system means you can avoid compatibility issues that you might have with a 3rd party detergent or machine. We’ve developed smart hardware with software-enabled safeguards, which means they’ll shut themselves down before they even reach the point of potential flammability hazards. Because PostProcess is the only solution on the market implementing all three pillars of
Every part of this automated process was designed to work together – the entire streamlined system means you can avoid compatibility issues that you might have with a 3rd party detergent or machine. We’ve developed smart hardware with software-enabled safeguards, which means they’ll shut themselves down before they even reach the point of potential flammability hazards. Because PostProcess is the only solution on the market implementing all three pillars of  As additive manufacturing (AM) for the dental industry is predicted to scale into a $9 billion dollar market within just the next eight years, it is becoming increasingly imperative for those in the dental AM sector to eliminate bottlenecks from their additive workflows. While 3D printing has a myriad of benefits for industries like consumer products, automotive, and aerospace, AM’s ability to rapidly adapt to manufacturing custom designs with optimal accuracy gives it a special leg up when it comes to printing medical and dental applications.
As additive manufacturing (AM) for the dental industry is predicted to scale into a $9 billion dollar market within just the next eight years, it is becoming increasingly imperative for those in the dental AM sector to eliminate bottlenecks from their additive workflows. While 3D printing has a myriad of benefits for industries like consumer products, automotive, and aerospace, AM’s ability to rapidly adapt to manufacturing custom designs with optimal accuracy gives it a special leg up when it comes to printing medical and dental applications.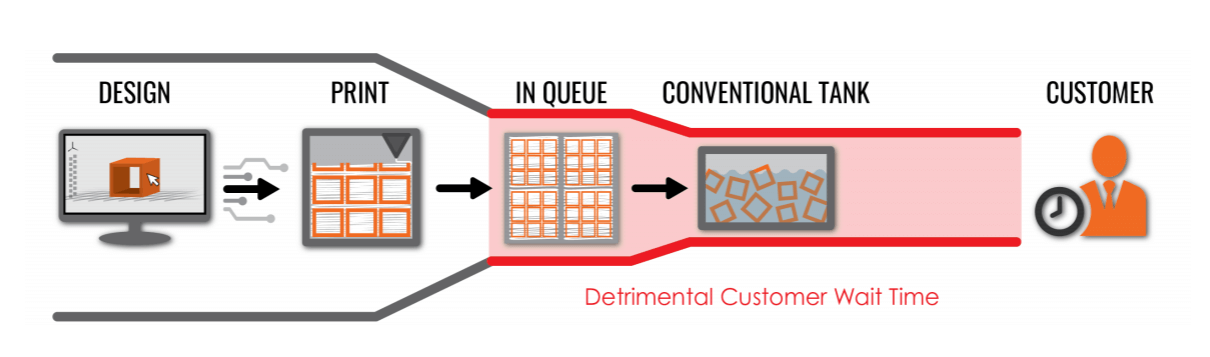 Like many, a manufacturer who came to PostProcess was relying on submersion tanks to finish their complex FDM part and was saddled with especially lengthy cycle times. Because it is difficult for submersion tanks to consistently reach all of the internal support structures of complex FDM geometries, results can be inconsistent. They frequently had to employ manual labor to finish the job.
Like many, a manufacturer who came to PostProcess was relying on submersion tanks to finish their complex FDM part and was saddled with especially lengthy cycle times. Because it is difficult for submersion tanks to consistently reach all of the internal support structures of complex FDM geometries, results can be inconsistent. They frequently had to employ manual labor to finish the job. Questions about automating your additive workflow through the post-printing step? We have answers. In our new 5 Questions with an Expert series, we sat down with one of our most seasoned Senior Application Engineers, Nick Cudzilo. Read on for some practical advice and real observations through years of experience implementing our software-driven solutions across a range of business types and print technologies.
Questions about automating your additive workflow through the post-printing step? We have answers. In our new 5 Questions with an Expert series, we sat down with one of our most seasoned Senior Application Engineers, Nick Cudzilo. Read on for some practical advice and real observations through years of experience implementing our software-driven solutions across a range of business types and print technologies.